For many manufacturers productivity is measured by the volume of parts cranked out in an hour or day, and keeping costs down for customers, which means chipping away at setup and machining times while maintaining tolerances. On the other side of the coin, there are shops filling small orders for large-diameter, high quality gears, which often take days or weeks to machine and cost thousands of rands. For these shops, keeping the cost down for the customer and maintaining profitability is a greater challenge, but with the help of high-tech equipment, even those in high-tolerance, big-gear production can turn a good profit.

A shovel intermediate pinion with dimensions of 220 mm od x 990 mm long, finished on the DMU 80 monoBLOCK CNC universal milling machine

Mill reduction gear wheels finished on the DMG DMU 105 MonoBLOCK CNC universal milling machine
The manufacture of gears may be one of the most important, and certainly one of the most interesting, in the manufacturing industry. Gears help move many devices created by mankind, in particular industry. Gears are complex and by nature, even the simplest of gears consists of numerous physical features and a pattern of repeated shapes, most notably the teeth.
Traditional timepieces such as clocks and watches rely on gears—gears are the essence of clockwork. In fact, the word clockwork is a synonym for efficiency and precision, thanks to the highly refined and effective coordination of the movement of gears.
Gears are characterised by patterns of symmetry and concentricity that make them pleasing to the eye. The visual rhythm of a single gear is enjoyable and gratifying. Gears are fun to look at. When gears are combined in mechanical structures, perceiving and contemplating the interrelationship is endlessly fascinating. Their appeal is mysterious and visceral.

Torque shafts machined on the DMG Mori CTX 510 Ecoline CNC turning machine with live tooling. The dimensions are 50 mm od x 645 mm long

Spiral bevel gear with dimensions of 420 mm od being finished on the DMG DMU 75 MonoBLOCK. They were hard cut after case hardening
It is no wonder then why Neil Plakotaris is in the business of manufacturing gears of all shapes and sizes. His passion for the industry is equal to his love for his football side Manchester United, who are going through a mysterious period where all the gears are not working when normally they are very pleasing to the eye.
“Engineering was not my first choice as an occupation. My late Dad Leon or Pops, as I call him, had been involved in engineering all his life. He was educated and trained in Greece, qualifying as a fitter and turner before immigrating to South Africa in 1964. This qualification helped him get a fresh start in life, and by 1979 he was in a position to acquire Mitre Engineering from Robert Moorehouse and Peter Bartrum who had founded the company in 1971.”
“At that stage the company had capacity to manufacture small gears but they specialised in bevel gears, hence the name “Mitre”, which means a 1: 1 ratio 90 degree drive.”

The picture shows a mill pinion for a steel plant being machined. The dimensions are 412 mm od x 900 mm once final machined
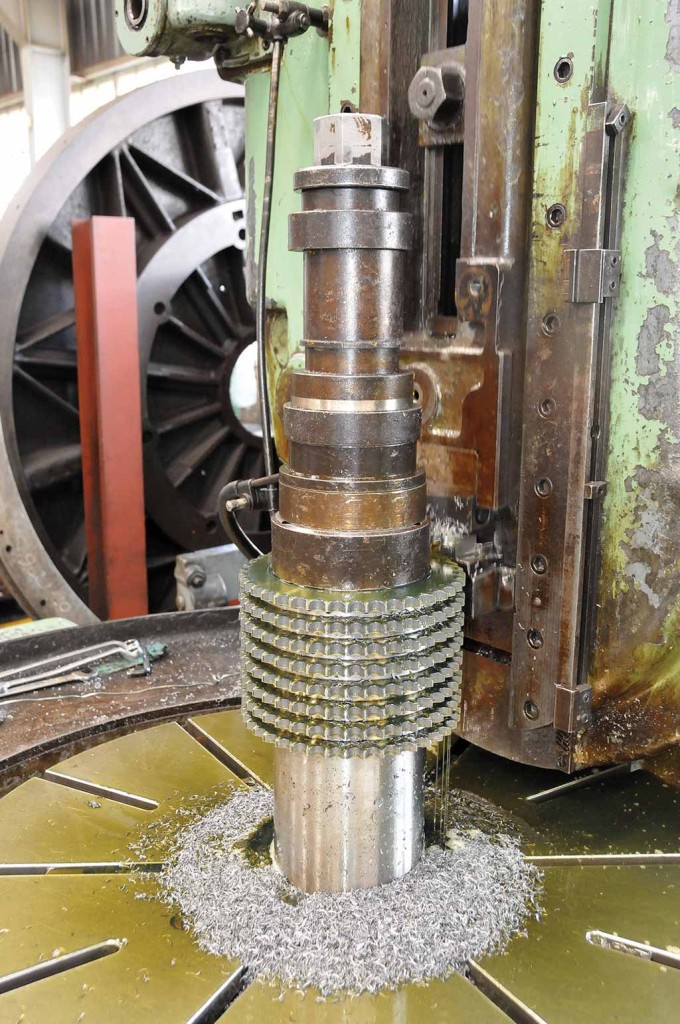
An eight strand sprocket being cut on the SH150 Maag
“When I joined the company full time in 1982 I had very little knowledge about the business and the engineering industry. This would soon change though as I was ‘encouraged’ to acquire a qualification. I did qualify as a tool and die maker but I think I achieved and learnt more from my Dad. Of course nothing beats working on the machines and I did spend time on the floor during school holidays, so strictly speaking I was not a novice when I joined the company.”
Just like his father, there was no job that Neil was not required to do.
Being a taskmaster, Pops expected his son to sweep floors, and clean machines along with learning every process from the ground up. Like his father, Neil worked in all areas of the business, beginning his career as the plant custodian. Neil has emulated his father’s work ethic and integrity, along with Pop’s dedication and commitment to recognising and meeting customer and employee needs.
“When Pops acquired the business the shop had a footprint of a mere 400m² located in Industries West, Germiston. In 1988 we purchased the present site in Wadeville and built our own factory. As equipment purchases were deemed necessary plant expansion was the natural progression and this facility now occupies 2 500m² under roof.”

A Krupp long travel crane gearbox that has been completely reconditioned by Mitre Engineering

After lengthy research for new equipment, Mitre Engineering decided to go the 5-axis route. The company now has a DMG DMU 105 MonoBLOCK CNC universal milling machine for machining bigger size components, a DMG DMU 80 monoBLOCK CNC universal milling machine and a DMG DMU 75 MonoBLOCK on the shopfloor. All three machines have been supplied by Retecon Machine Tools
“The big reason for expansion began back in 1983 when we purchased some machines which enabled the company to manufacture spur, helical, double helical and internal gears with an outside diameter of 3 100mm.”
Today, the company has grown to include customers in a host of industries, including mining, power generation, the sugar cane industry, OEM industrial equipment and more. Mitre Engineering’s gears are used in hoisting equipment, cranes, winches and winders, engine or motor shafts to the turning of wheels.
Mitre Engineering will manufacture from drawing but it also has the capability of providing reverse engineering services for customers. When customers need to reproduce gears for which there are no specifications on hand, Mitre Engineering is able to provide assistance in creating prototypes as well as drawings. According to Neil, Mitre Engineering has been able to remanufacture gears used in standard equipment and many other interesting applications over the years.
Another plus for the company’s service levels is the refurbishment of gears. “We take pride in returning the component to OEM spec, and if we cannot meet these standards we will advise the customer and a solution will be worked out, sometimes with us having to take a knock. We do not compromise on quality.”

Mitre Engineering has also purchased a Hurco VMX 42 CNC vertical machining centre that has a work cube (XYZ) of 1 066 x 610 x 610 mm, a table working surface of 1 270 x 610 mm, a 24-station tool changer, and the complete programming flexibility of the WinMax control

Jaco Schnetler and Neil Plakotaris of Mitre Engineering
“We also undertake the re-manufacture of industrial gearboxes to specifications laid down by the client. The existing internal components are replaced with new parts that we have manufactured equal if not exceeding original specifications,” explained Neil.
The company’s first encounter with the CNC age began in 1988 when Mitre Engineering purchased a Puma 10 CNC lathe. This machine has only recently been sent to the scrap yard, which is a measure of how the company takes pride in maintaining its equipment. “Previously we had always shopped out our turning work, but being of the nature where we like to have control and our suppliers were failing to meet our high standards, we purchased a CNC.”

In 2013 Mitre Engineering purchased a DMG Mori CTX 510 Ecoline CNC turning machine. Live tooling on the machine has helped improve setup and machining time. The machine was supplied by Retecon Machine Tools

A complete spiral set for a mill gearbox
Subsequently, as the company became more involved in the gear manufacture and refurbishment industry, more related machining equipment was purchased including gear grinders and a Klingenberg CNC gear tester, which enabled the company to provide customers with graphs and reports concerning their gears.
Big equipment upgrade
“We have moved on substantially, in all facets of the business, since those days. In 2011 it became evident that we were once again in need of upgrading our quality standards and aging equipment,” said Neil.
“After lengthy research we decided to go the 5-axis route, and our first leap into the new era was to purchase a DMG DMU 80 monoBLOCK CNC universal milling machine. It has a fast and dynamic NC-swivel milling head, functioning as a B-axis with a large swivel range even for negative angles up to 30°, as well as a fast NC rotary table.”
“Such was our success with this machine, the following year we purchased a bigger spec machine, the DMG DMU 105 MonoBLOCK CNC universal milling machine for machining bigger size components. We can now machine workpieces up to 1 400 x 1 240 x 750 mm with a maximum weight of 2 500 kilograms.”

Various spirals manufactured by Mitre Engineering

Various pinions for shovels and draglines varying in size from 330 mm od x 1300 mm long
to 250 mm od x 1000 mm long
“The commissioning of this equipment changed the quality of gears supplied by us overnight and has enabled us to produce spur, helical, double helical and spiral bevel gears much more quickly.” The biggest advantage was that these machines allow for the hard cutting/finishing of spiral bevel gears which was previously something that could not be done locally and required the high end spirals to be imported. Locally we could gear grind spurs and helical’s but not the spirals which meant that gear lapping was required which was time consuming and not always successful. The grinding or hard cutting is required after the heat treatment of gears to ensure accuracy as distortion almost always occurs at heat treatment.”
“In 2013 we decided to upgrade the Puma 10 to a DMG Mori CTX 510 Ecoline CNC turning machine. Live tooling on the machine has helped improve setup and machining time compared to the old Puma 10.”
“The 510 Ecoline boasts a bar capacity 90 mm, a swing diameter for chuck parts 680 mm, a turning diameter of 465 mm and travel distances of 1 050 mm.”
“In 2014 we made the decision to acquire another 5-axis machine – the DMG DMU 75 MonoBLOCK. The three DMG CNC universal milling machines now form a cell on the shopfloor, and if necessary we can easily move components from one machine to another but this is not normally necessary because of the 5-axis capabilities of the machines.”
“All of these new machines were purchased from Retecon Machine Tools.”
“In between, we also purchased a Hurco VMX 42 CNC vertical machining centre that has a work cube (XYZ) of 1 066 x 610 x 610 mm, a table working surface of 1 270 x 610 mm, a
24-station tool changer and the complete programming flexibility of the WinMax control.”
“Our company has been instrumental in hiring numerous student machinists over the years,” according to Neil. “We’ve provided extensive hands-on, vocational training to these students. We encourage all new employees, hired as general labourers, to enroll in an apprenticeship program at a technical or vocational school. As a result, numerous employees have received their trade certification while working with us. This policy also circumvents the possibility of getting into an aging workforce situation.”
“The result is that most of our employees have been with us for many years and we only lose them if they decide to retire.”
Mitre Engineering has been manufacturing high-quality custom precision gears and machinery parts for over 30 years. Neil maintains, “Our knowledge base and our list of products have grown in response to the market and its requirements. We are passionate about providing quality products: ISO 9002 quality, while simultaneously maintaining competitive pricing without sacrificing the highest standards of service in the industry. No job is too small. We willingly cooperate with our customers in showing them and assisting them in developing calculations and drawings that will result in a precision product. In fact, we voluntarily provide our customers with necessary formulas and information, to make calculations required in the production process.”

Conventional turning on a three metre between centre lathe
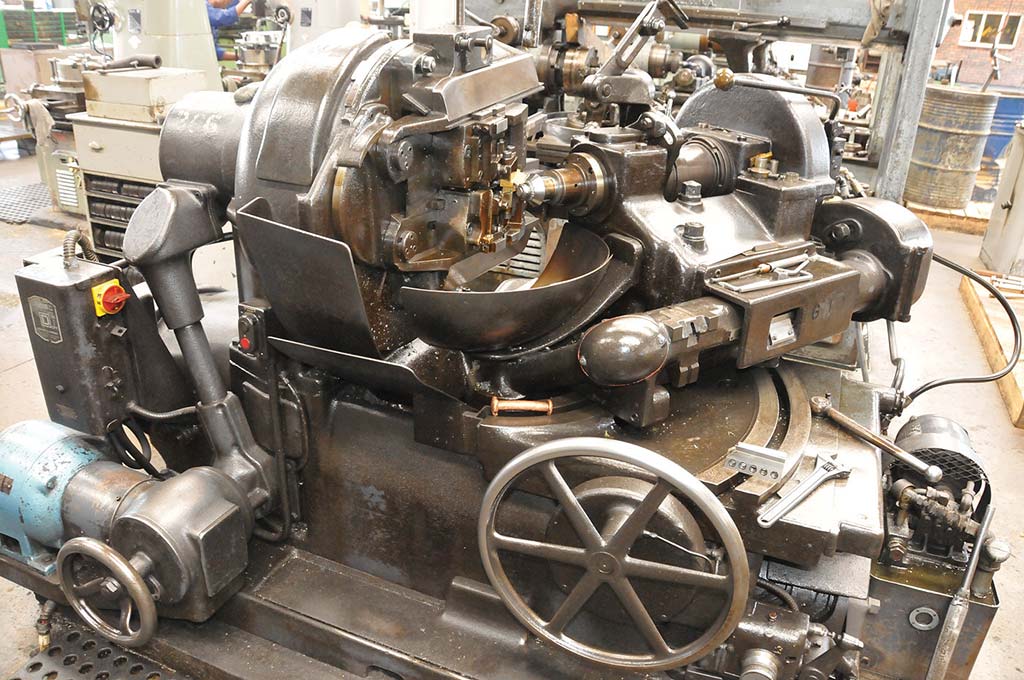
A 1926 Gleason bevel generator which is still operational – “They don’t build them this well anymore!”
Although the company has spent over R25 million on the latest technology during its machining upgrade, it still has a host of conventional equipment on the shopfloor that it makes use of everyday. The emphasis is on the manufacture of gears. However with its machine mix it still offers general engineering machining.
“We are often put under pressure to turnaround requests in one day but we explain to the customer that it is not possible if they want quality. We may not be the cheapest but customers realise that we don’t believe in half measures. Having an attitude of honesty in everything we do is universal in building our reputation as a reliable supplier—wherever our customers are. Our motto is – Our customer’s need us for service and we need them for growth,” Neil finished off.
For further details contact Mitre Engineering on TEL: 011 902 6532 or visit www.mitreeng.co.za
